
助焊剂的介绍和案例分享
上传时间:2014-5-10 15:50:42 作者:昊瑞电子
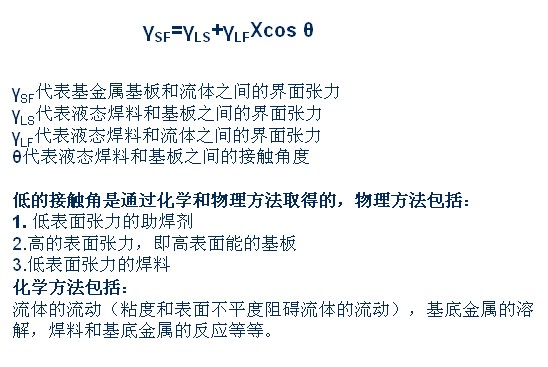
助焊剂的介绍和波峰焊焊接理论
助焊剂的作用
金属同空气接触以后,表面就会生成一层氧化膜。温度越高,氧化越厉害。这层氧化膜会阻止液态焊锡对金属的浸润作用,好像玻璃粘上油就会使水不能润湿一样。助焊剂就是用于清除氧化膜,保证焊锡浸润的一种化学剂。 FLUX这个字是来自拉丁文,是“流动”的意思
助焊剂的作用:
1.除氧化膜。其实质是助焊剂中的酸类同氧化物发生还原反应,从而除去氧化膜。反应后的生成物变成悬浮的渣,漂浮在焊料表面。
2.防止氧化。液态的焊锡和加热的焊件金属都容易与空气中的氧接触而氧化。助焊剂溶化后,形成漂浮在焊料表面的隔离层,防止了焊接面的氧化。
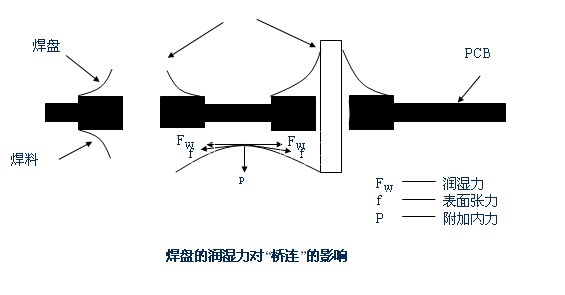
3.减小表面张力。增加焊锡的流动性,有助于焊锡的润湿。
4.使焊点美观。
对助焊剂的要求
对助焊剂的要求:
1. 熔点应低于焊料。
2. 表面张力,粘度,比重小于焊料。
3. 残渣容易清除或者不需去除。
4. 不能腐蚀母材
5. 不产生有害气体和刺激性味道。
助焊反应
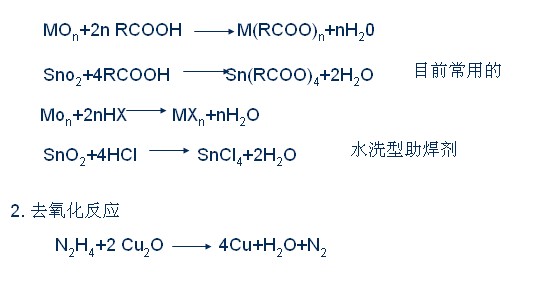
助焊剂的最主要的任务是除去金属氧化物。助焊剂反应的最通常的类型是酸基反应。
在助焊剂和金属氧化物之间的反应可由下面简单的方程式举例说明
1. 1.酸基反应
助焊剂的组成
1。成膜剂
保护剂覆盖在焊接部位,在焊接过程中起防止氧化作用的物质,焊接完成后,能形成一层
保护膜。常用松香用保护剂,也可以添加少量的高分子成膜物质。
2。活化剂
焊剂去除氧化物的能力主要依靠有机酸对氧化物的溶解作用,这种作用由活化剂完成。活
化剂一般选用具有一定热稳定性的有机酸。
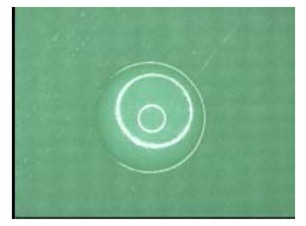
3。扩散剂(表面活性剂)
扩散剂可以改善焊剂的流动性和润湿性,其作用是降低焊剂的表面张力,并引导焊料向四
周扩散,从面形成光滑的焊点,还能促进毛细管作用而使助焊剂渗透至镀穿孔里
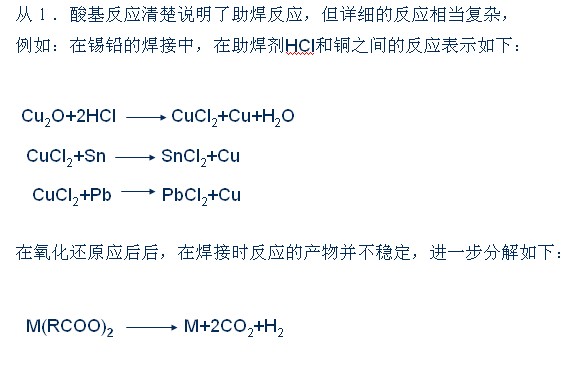
为了简单地显示出表面张力对于液态助焊剂在绿油上扩散的影响,各滴一滴去离子水及
99.9%异丙醇(IPA)至没有线路 / 零件的绿油上,去离子水的表面张力是73 dynes/cm,
而IPA 则为22-23dynes/cm。
一滴去离子水在PCB-球形
助焊剂的主要参数
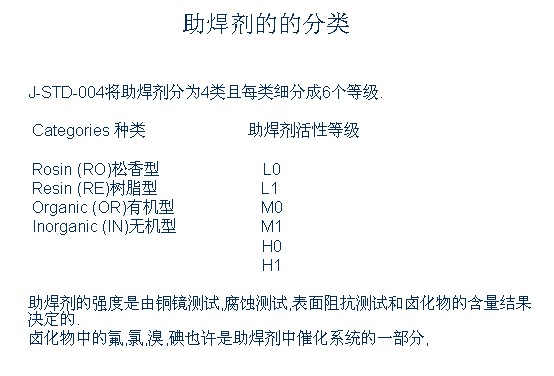
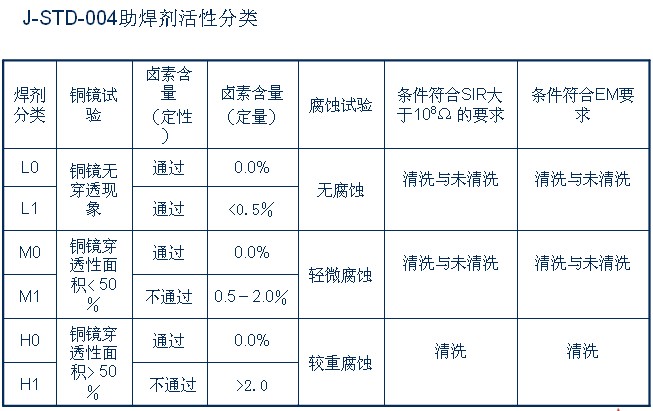
助焊剂的主要批标:外观,物理稳定性,比重,固态含量,可焊性,卤素含量,水萃取液电阻率,铜镜腐蚀性,表面绝缘电阻,酸值。
1。外观:助焊剂外观首先必须均匀,液态焊剂还需要透明(水基松香助焊剂则是乳状的)。
2。物理稳定性:通常要求在一定的温度环境(一般5-45ºC)下,产品无分层现象。
3。比重:这是工艺选择与控制参数。
4。固态含量(不挥发物含量):是焊剂中的非溶剂部分,它与焊接后的残留量有一定的对应关系,但并非唯一。
5。扩散性:指标非常关键,它表示助焊效果,以扩展率来表示,为了保证良好的焊接,一般控制在80-92之间。
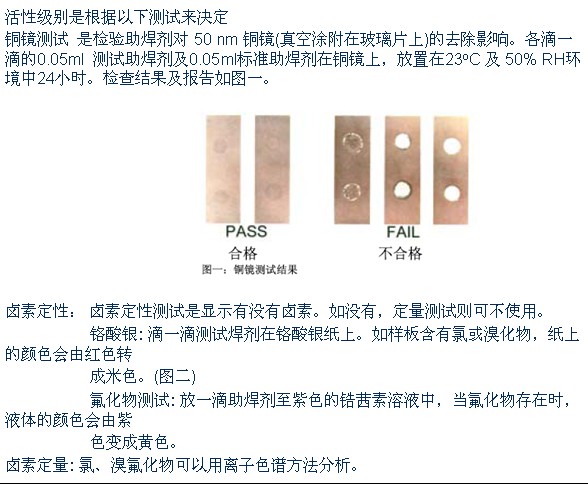
6。卤素含量:这是以离子氯的含量来表示离子性的氯,溴,碘的总和。
7。水萃取液电阻率:该指标反映的是焊剂中的导电离子的含量水平,阻值越低离子含量越多,随着助焊剂向低固
含免清方向发展,因此最新的ANSI/J-STD-004标准已经放弃该指标。
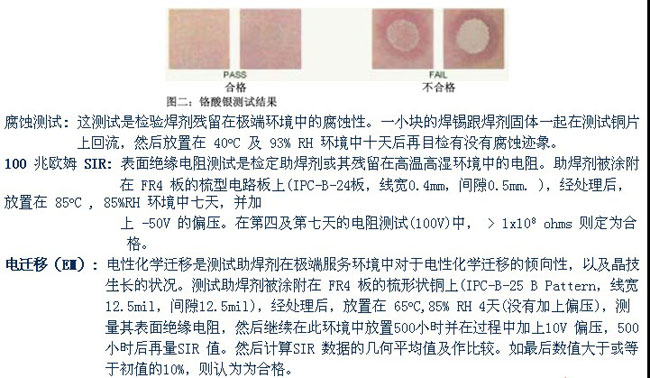
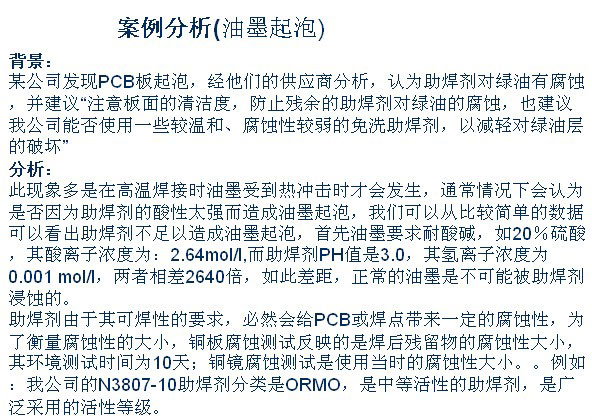
8。腐蚀性:助焊剂由于其可焊性的要求,必然会给PCB或焊点带来一定的腐蚀性,为了衡量腐蚀性的大小,铜镜
腐蚀测试是溶液的腐蚀性大小,铜板腐蚀测试反映的是焊后残留物的腐蚀性大小,其环境测试时间为10
天。
9。表面绝缘阻抗:按GB或JIS-3197标准的要求SIR值最低不能小于1010Ω,而J-STD-004则要求SIR值最低不 能小
于108Ω,由于试验方法不同,这两个要求的数值间没有可比性。
10.酸值:称取2-5g样品(精确到0.001g)于250ml锥形瓶中,加入25ml异丙醇,滴数滴酚酞指示剂于锥形瓶中,用
KOH-乙醇标液进行滴定,直至淡紫色终点(保持15秒钟不消失)。

不同配方的助焊剂的特性
在配方考虑,助焊剂可用以下这顺序来分类:媒介种类,有没有松香、可靠性。
媒介或溶剂是把助焊剂活性成份保持在液态状况,它主要是醇类或水。
醇基助焊剂的优点是较容易溶解焊剂成份,低表面张力有助提高湿润性,容易在预热阶段蒸发变干。但也有易燃及大量容易挥发有机化合物(VOC) 放出的问题。相反地,水基焊剂没有易燃及释放大量 VOC 的问题,但水的溶解度较低,高表面张力及在预热过程中较难挥发。再者,焊后残留较易吸水,以致产生可靠性问题。
含有松香 (或变性树脂) 它是适用于醇基及水基助焊剂。在配方中加进松香能决定焊剂残留有关电性化学及外观两方面的特质。 松香可容许助焊剂具有较高活性,因为它能密封在残留中遗留的离子物料如氯、溴化合物、或未反应的酸(会造成可靠性问题的物料)。因松香是一种混合了不同长链状高分子量的酸性物质,可跟金属氧化物作出反应从而作为达到焊接温度时的活化剂。它是与其它活性物料在助焊剂制造时一起溶解在媒介溶剂中。当在焊接过程中加热时,松香有助热穏定的功能。当冷却时,它固化后会变成抗湿性的保护层来密封在焊接过程中没有挥发掉的离子化活性成份。这密封能力使研发者能制造较高活性的焊剂使生产良率提高并维持焊后的可靠性。对于使用低成本,纸基板材(容易吸进助焊剂)来说,松香基助焊剂更适合使用。 松香型助焊剂最大的共同问题是在板上遗留焊剂残留的物理外观状况,不良的针测结果可能是由于在板上有太多助焊剂残留的原故。没有松香的助焊剂产生极少的残留,可达极佳的外观和改善针测的可测性,但需要在涂附过程中有极佳的制程控制。当焊剂附在的地方不能给予完全活化,例如过份喷雾至PWB 板面的焊盘上,不足够被处理的高活残留会导致在使用环境中潜有可靠性问题。当选择没有松香型助焊剂时,板材也需要考虑。通常这类焊剂是不建议用于易于渗透的纸基产品上。
助焊剂残留的电性化学活性决定是否水洗或免洗。
助焊剂被定为“水洗”是较腐蚀的,在焊后必需经清洗去除残留。很多水洗助焊剂含有卤素及强力有机酸。这些活化剂在室温中仍是高活性及不能完全在焊接过程中去除。如果它们在焊后遗留在板上,会不断与金属发生反应,造成电路失效。 助焊剂研发者在免洗焊剂材料的选择较为受限制,不像水洗的可选较强,有效的活化成份。水洗助焊剂明显的缺点是增加成本去清洗,并且如清洗得不完全,可靠性问题会产生。
免洗助焊剂减少制程步骤而降低成本,其活性则受焊后可靠性要求所限制。它们必须设计至可以在
波峰焊接制程中完全活化,使其残留变得符合电气要求。由于它被设计为在焊接过程中完全活化,
过程太短会不能使残留变得低活性,但太长则在接触波烽前耗损太多活化剂,造成不良焊点。相对
水洗产品,免洗助焊剂需的活性不能太强,所以其制程窗口会变窄。
助焊剂的选择
当选波峰焊助焊剂时,三方面考虑如下:
i. 组装的复杂性
ii. 最终使用情况 / 可靠性
iii. 残留物的外观
如果这些考虑引伸到不同的电子组装类别,便不难明白最终产品使用的要求是影响生产线制程
及用家使用时的要求。生产时的焊接过程及测试和可靠性是有一定程度的妥协
The IPC Joint Industry Standards9 试图收纳入三类组装。以下为这三类的定义:
第一级别 (Class 1) – 通用类电子产品
包括以使用功能为主要用途的产品如消费类产品。
第一级别例子:家电消费类电子组装一般采用酚醛纸板,组装时使用贴片胶牢固贴片零件及分布一
些通孔插件。组装成本是一大考虑,但廉价的板材及有些助焊剂可能令产品在使用期导致严重失
效,特别是使用无松香助焊剂。因为 (例如FR-2) 微孔比较多的纸板很容易吸入涂布的助焊剂。一旦溶剂载体风干后,没有完全化学反应的活化剂会深入板料内,其后受潮溶解可能导致电离子迁移至最终产品失效。这种危险是可使用含松香的助焊剂避免的。松香可以把余下还未被化学反应的活化剂包在内。使用松香的助焊剂允许低成本的板材而不引致可靠性变低的危险。
很多这类产品是由OEM 组装的。用家及客户在使用时只看到外壳。所以助焊剂的残留物外观不是
很重要并且多些残留量是可接受的。在这方面优选的助焊剂是含松香,醇基及允许较高活性(含卤素为多)来应付低成本零件及板材。即使在潮湿环境下松香焊后残留物仍能保持高的表面绝缘阻抗,对于含松香的助焊剂引致针测误点的上升的问题,尤其是在喷量多的情况下,要达到最佳效果,喷量的监控及选用适当的测针是很重要的。 J-STD-004A 助焊剂类别适合第一级别是不含卤素的ROL0, ROM0, REL0 及REM0 和含卤素的ROL1, ROM1, REL1 及REM1。
第二级别 – 专用服务类电子产品
包括通讯设备,复杂的工商业设备和高性能,长寿命测量仪器等。这类设备希望能 “不中断” 工
作,但这又不一定必须要达到的条件。在通常使用环境下,这类设备不应该发生故障。
第二级别产品例子:信息技术 / 通讯设备
这类组装是最复杂的。大部份的生产线是双面表面贴装先回流后波峰焊或是先回流,贴片胶和
最后波峰焊。在这两种技术,组装板是经过两次受热然后才波峰焊。通常这些组装是布满大量零
件,热量密度大,零件高度大和多层板。前面受热次数及在热量密度大的组装时会引致焊盆的氧化
而挑战助焊剂的能力,残留物的外观也会考虑,低残留物成为必要的要求。
受热的次数,高复杂性,和低残留物的要求要求助焊剂要有一定的活性,低固含量及不同热容量元件的影响。助焊剂可以是水性或醇基的。 水性的在某些受VOC 排放管制地区是首选。但因为会要多些热能才能将水挥发通常都对预热比较敏感。波峰焊可以组合多段预热器(最好加入顶部预热器)。有一或多段对流预热器是最有效的。醇类助焊剂是比较不受波峰焊机的组合影响,可以不使用对流预热。低残留物和经常针测常会选用无松香的助焊剂,最常用的助焊剂在低固含,无松香和活性强一些的。选用类别ROL0,ROL1, ROM0,ORL0 及ORM0 。对FR4 组装,ORM0类的助焊剂是可以接受的。如果使用纸板,这是有可靠性的隐忧。
第三级别 – 高性能电子产品
包括持续运行或严格按指令运行的设备和产品。这类产品在使用不能出现中断,例如救生设备或飞行控制系统。符合该级别要求的组件产品适用于高保证要求,高服务要求,或者最终产品使用环境条件异常苛刻。
第三级别产品的例子:汽车电子
在组装考虑方面,汽车电子是属于中等复杂性的产品。设计的重要考虑是电性及机械性的可靠度。相对很多二级产品,PCB 的面积较小,层数较少〈少于 8〉─较低的连接密度。PCB 主要是用有镀穿孔的 FR4 环氧基树脂玻璃纤维型的。这类别的主要要求是在相对高压及苛刻环境状况下能保证电性化学的可靠性,并且在制程中达到稳定焊接效果及高良率,这可靠性要求其助焊剂需要具有松香及不含卤素。松香提供焊接稳定的高良率及长期的可靠性,没有卤素更可使残留的可靠性得以改善。虽然可使用水基助焊剂,但醇基更常用。因为醇基焊剂是对预热更兼容及其良好的湿润性有助填孔。对于无铅汽车组装产品,最合理的选择是醇基,具松香,无卤素的助焊剂─分类为ROL0,ROM0,REL0 或REM0。
无铅焊接的特点
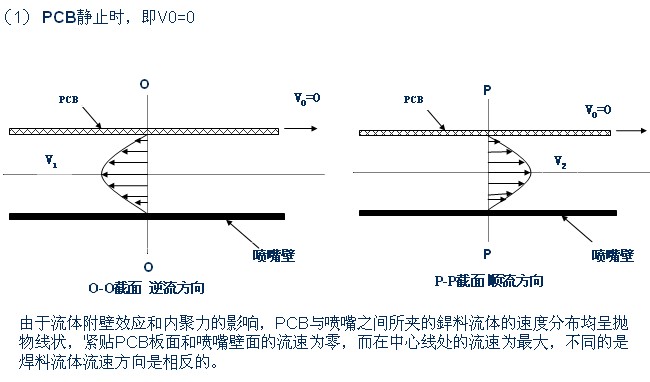
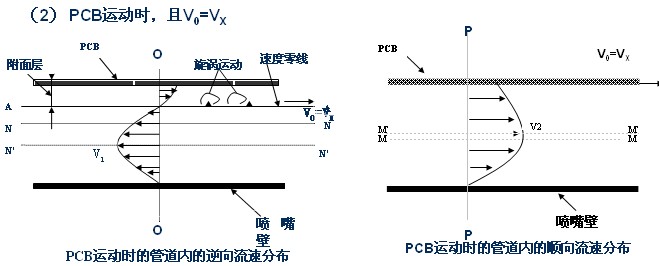
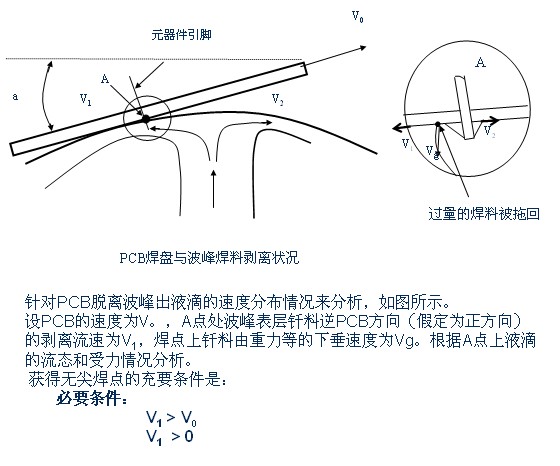
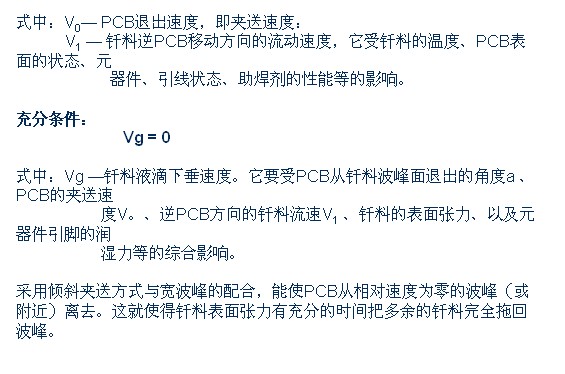
当PCB以V0=VX 沿前头所示方向运动时,此时O-O和P-P断面的流体速度的分布就出现了变化。
粘性流体质点在壁面切线方向的切向速度VC等于刚壁上相应点的切向速度V0,即: VC= V0
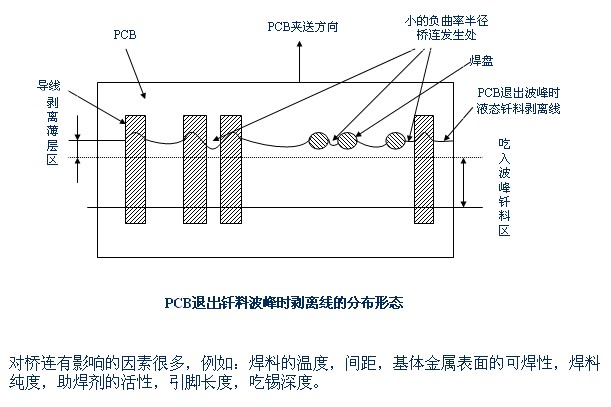
即贴近界壁的流体质点和界壁上相应点具有相同的速度。在O-O断面上,流体速度零点将不再出现界壁上,而是偏向流体内侧的A-A面上,管道内的最大速度线也将由N-N移到N′-N′面上。我们把速度零线与PCB下侧面之间的流体层称为附面层。此时在附面层内存在旋涡运动。在此层内,沿PCB表面的切线方向速度变化很大。因而在PCB表面法线方向上的速度梯度很大,它将加剧粘性流体质点粘附在刚壁上。根据次现象波峰焊接中PCB与液态銲料作相对运动时,就必然要携带为数不少的被粘附在基体金属表面的液态銲料一道前进,这正好构成了拉尖和桥连的必然条件。
因此PCB的运动速度(V0)相对于波峰中流体逆向流动的速度(V1)愈大,被携带的銲料愈多,拉尖和桥连也就愈严重。因此,放慢PCB的运动速度(V0)或者加快流体逆向流动的速度(V1),就可以压缩附面层的厚度,因而有力的抑制了附面层内的旋涡运动。粘附在PCB壁面上的随PCB一道运动的多余焊料被大量抑制了,也就有效的抑制了拉尖和桥连的发生几率。
对于P- P断面的情况就与O-O断面有所不同。由于此时PCB的运动方向(V0)与流体顺向流速方向(V2)是相同的,故不存在附面层的问题,也就不存在銲料回流所形成的旋涡运动。调节流体顺向流速(V2)的大小,就可以在PCB与波峰脱离处获得最佳的脱离条件。
焊料波速对波峰焊接效果的影响
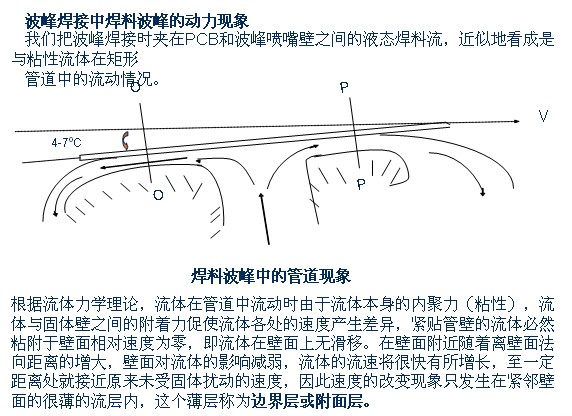
当PCB进入波峰工作区间时,由于PCB的运动方向与銲料流动方向是相反的,所以在贴近PCB的下表面存在着一个附面层。附面层的厚度是与PCB的夹送速度和逆PCB运动方向的流体流速的大小有关系。 例如当PCB的速度一定时增大逆向的流体流动速度,那么附面层的厚度就将变薄,从而涡流现象将明显减弱。焊料流体对PCB的逆向擦洗作用将明显增强,显然就不容易产生拉尖和桥连现象,但很可能将形成焊点的正常轮廓所需要的焊料量也被过量的擦洗掉了,因而造成焊点吃锡不够、干瘪、轮廓不对称等缺陷。反之流体速度太低,擦洗作用减少,焊点丰满了,但产生拉尖和桥连的概率也增大了。因此对某一特定的PCB及其速度都对应着一个最佳的流体速度。
銲料波峰的类型及其特点
目前在工业生产中运行的波峰焊接设备多种多样,从銲料波峰形状的类型来看,这些装置大致可分成两类。即:
(1) 单向波峰式
这种喷嘴波峰銲料从一个方向流出的结构,在早期的设备上比较多见。现在,除空心波以外,其它单向波形在较新的机器上,已不多见了。
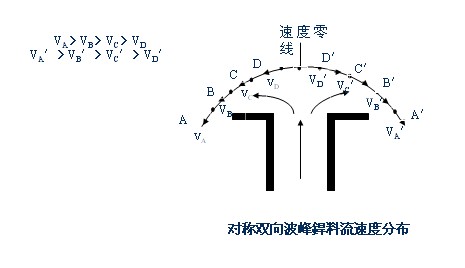
(2) 双向波峰式
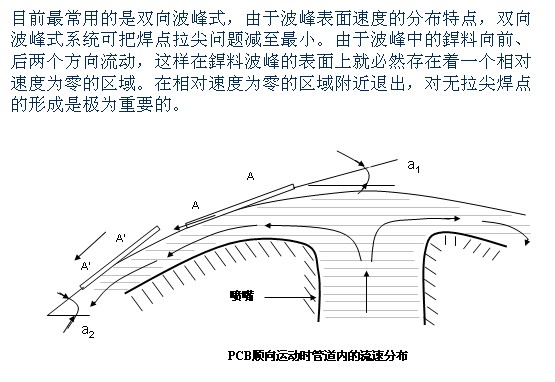
这种双向波峰系统的特性是从喷嘴内出来的銲料到达喷嘴顶部后,同时向前、后两个方向流动,如图所示。根据应用的需要,这种分流可以是对称的也可以是不对称,甚至在沿传送的后方向增加了延伸器,以使波峰在PCB拖动方向上变宽变平以减少脱离角。
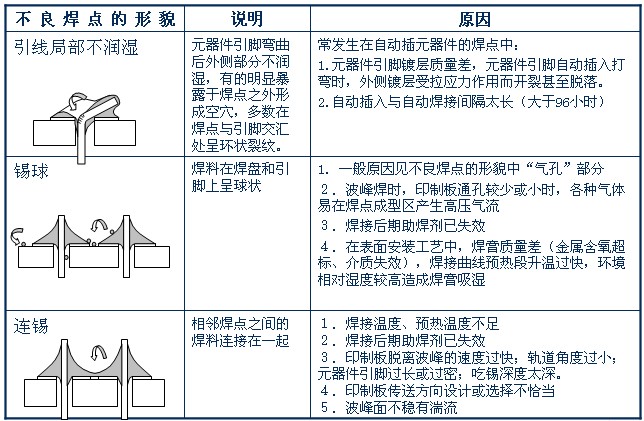
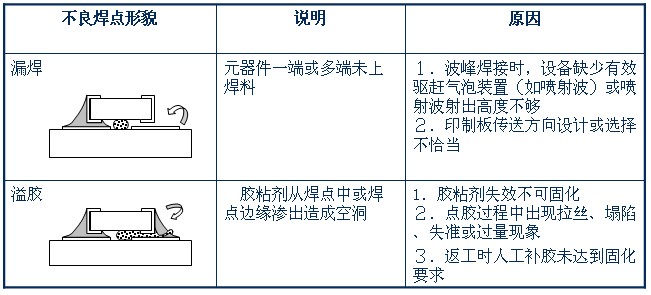
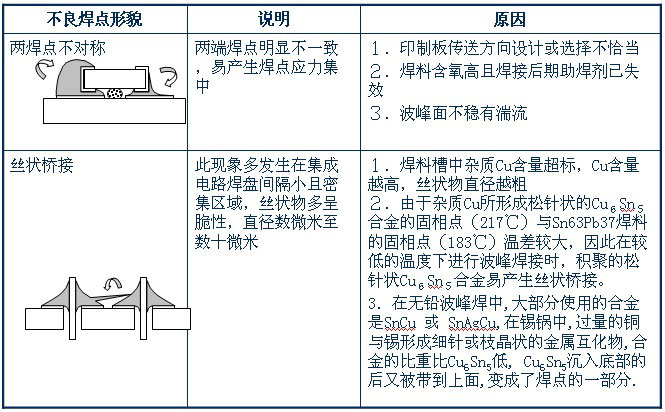
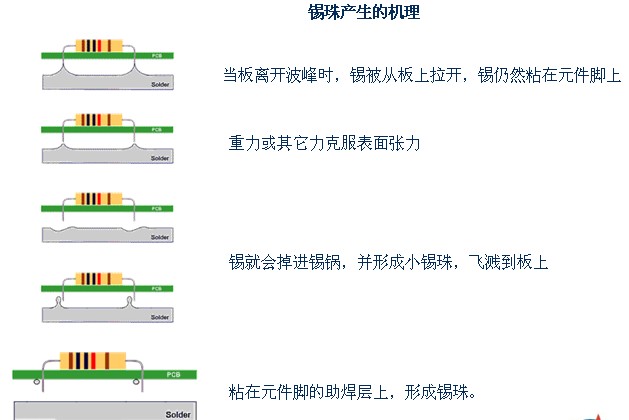
案例分析(锡珠)
『上一篇』单组份三防硅胶浅层灌封应用
『下一篇』暂无相关信息
『下一篇』暂无相关信息